| Центральный ФО | Северо-Западный ФО | Южный, Северо-Кавказский и Крымский ФО | ||
| Москва +7 (495) 545-34-19 info@estl.ru |
Люберцы +7 (495) 545-34-19 info@estl.ru |
Санкт-Петербург +7 (812) 646-22-45 spb@estl.ru |
Ростов-на-Дону +7 (918) 555-22-19 ug@estl-ug.ru |
|
| Приволжский ФО | ||||
| Киров +7 (8332) 255-400 kirov@estl.ru |
Самара +7 (846) 313-38-87 samara@estl.ru |
Уфа +7 (347) 299-18-33 ufa@estl.ru |
Набережные Челны +7 (8552) 49-12-32 nch@estl.ru |
Чебоксары +7 (916) 146-69-70 o@estl.ru |
| Сибирский ФО | |
| Новосибирск +7 (383) 222-45-09 nsk@estl.ru |
Красноярск +7 (916) 146-69-70 o@estl.ru |
Установка для нанесения термоусадочной этикетки предназначена для наброса на непрерывно движущуюся по транспортеру тару (бутылку) заготовку этикетки, отрезанную по заданному размеру. Тара с наброшенной этикеткой поступает по транспортеру в термоусадочную печь, где происходит окончательная формовка этикетки.
Производительность установки – 2 этикетки в секунду.
Исходный материал – «бесконечный» рукав с нанесенной этикеткой.
Основные операции: продергивание рукава на заданный размер по оптической метке и отрезание этикетки удалось выполнить на базе сервоприводов серии MR-J2S и малоинерционных двигателей типа HC-MF.
Точность позиционирования привода продергивания рукава не хуже 1 мм. Для случая, когда устанавливается рукав без оптической метки в системе предусмотрен режим реза этикетки по заданному шагу.
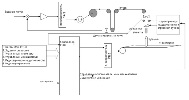
Структура автоматики показана на рисунке.
Реализация алгоритма работы, обработка сигналов датчиков и формирование управляющих сигналов осуществляется программируемым контроллером типа FX-0N.
Задание режимов, управление вспомогательными и настроечными механизмами, а также индикация производительности и режимов работы обеспечивается через панель управления МАС-Е100.
Стабилизация скорости транспортера обеспечивается за счет жесткости механической характеристики асинхронного двигателя с короткозамкнутым ротором, управляемого от преобразователя частоты типа FR-S520. Все вспомогательные регулируемые приводы (поддерживающих ремней, делителя и разматывателя) также выполнены на преобразователях частоты FR-S520.
Привод разматывателя стабилизирует положение петли рукава, что обеспечивает постоянство его натяжения.